







ສາຍການຜະລິດ Lithium cobalt oxide ຂອງບໍລິສັດເຕັກໂນໂລຢີວັດສະດຸໃຫມ່ໃນເມືອງ Tianjin
ລູກຄ້າຄົນນີ້ເປັນຄົນຮູ້ຈັກ...







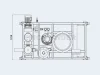
ອຸປະກອນການເຂົ້າໄປໃນໂຮງງານຜະລິດ jet (ໂຮງງານຜົນກະທົບ) ຜ່ານລະບົບການໃຫ້ອາຫານອັດຕະໂນມັດແລະ grinds ວັດສະດຸໃຫ້ຂະຫນາດອະນຸພາກທີ່ເຫມາະສົມ. ລໍ້ການຈັດປະເພດ rotating ຄວາມໄວສູງ realizing ການແຍກຂະຫນາດ particle ທີ່ແຕກຕ່າງກັນ. ຜະລິດຕະພັນທີ່ມີຄຸນວຸດທິເຂົ້າໄປໃນຕົວເກັບກູ້ cyclone ສໍາລັບການລວບລວມ, ແລະອະນຸພາກຫຍາບກັບຄືນສູ່ພື້ນທີ່ grinding. ຖ້າມັນຈໍາເປັນຕ້ອງຈັດປະເພດວັດສະດຸແຍກຕ່າງຫາກ, ສົມທົບຫນ່ວຍເຄື່ອງຈັດປະເພດອາກາດ, ແລະປັບຄວາມໄວຂອງ impeller ຜ່ານຕົວແປງຄວາມຖີ່ເພື່ອບັນລຸການຈັດປະເພດຜະລິດຕະພັນທີ່ມີຂະຫນາດ particle ທີ່ແຕກຕ່າງກັນ.
